
News Letter
Sign Up & get 33% off your first order
Enter your preferred name & e-mail to subscribe
No suitable mailing lists could be found


Externally piloted angle seat valves operated with a single or double acting pneumatic actuator provide linear motion to lift a piston seal from a seat allowing flow. Air operated 2/2 2 port 2 position and 3/2 3 port 2 position angle seat piston globe valves are ideally suited for most general purpose, aggressive, corrosive, steam, thick viscous and contaminated dirty media applications up to 600 centistokes where standard solenoid valves would really struggle, fail or just be too expensive.
Angle seat valves are generally manufactured sizes ranging from 3/8" thread up to 3" BSP and flanged DN10 to DN100 typically with PN16 or ANSI150Lb for the UK and EU market, JIS10K could be an option but generally these are associated with the Asia market. The old style Bronze angle piston valves have almost become a redundant option due to the huge material increases for copper over the past years that have pushed Bronze costs closer to Stainless Steel. Plastic angle seat piston valves can have better chemical compatibility to stainless steel, but will suffer from lower working pressures and temperatures however engineers tend to prefer using stainless steel bodied piston valves instead due to better reliability, performance and structural integrity, they also withstand heavy knocks and stress loads far better than most other materials of construction.
Air actuated or pneumatically controlled angle seat globe piston valves are designed to work from a controlled compressed air supply, which is utilised to directly control the opening and or closing function of the angle valve. However just about any clean, inert non corrosive liquid or gas controlling media can be used so long as valve actuator and controlling solenoid valve materials on construction are suited.
Angle seat valves consists of two main parts; the valve body and seals to control the media flow and the valve controlling head or actuator; that receives the compressed air supply, which are joined together via a well packed (sealed) stem.
Buy angle seat piston valves online.
The angle seat piston valve body can be made from a range of materials, Bronze, Plastic or 304 and 316 (CF8M) stainless steel and the material chosen must be compatible with the media to be controlled including temperature, pressure and body and sealing material compatibility.
See our chemical compatibility technical article for more information.
Piston valves come in a range of threads either typically BSP (UK & EU), NPT (America) or Rc (Asia) and also a range of flange options such as PN16, ANSI150Lb or JIS10K across a wide range of port sizes such as 3/8", 1/2", 3/4", 1", 11/4", 11/2", 2", 21/2" and even 3" thread and should to be chosen according to application requirements.
By the nature of the angle seat piston valve design it offers exceptional flow characteristics however like any control valve flow rates must be checked and to this end most reliable angle seat valve manufacturers will offer flow co-efficient data for each valve so process engineers, designers and users can accurately calculate the valve flows and pressure drops. Rule of thumb for fluids is that the Kv rating is the amount of water (density = 1) that will pass through the valve with a given pressure drop of 1 bar. For example a well made 1" angle seat piston valve will have a KV value of 253, so with an inlet pressure of 5 bar and an outlet pressure of 4 bar (giving 1 bar pressure differential) this angle seat piston valve will flow 253 litres of water.
Now if you want to have some fun with this, you can achieve more flow with a higher pressure drop.
The formulae for liquid flow is flow (litres a minute) = Kv value x √(Pressure Drop / density of media)
So for example using the same 1" angle seat piston globe valve, with water at 5 bar inlet but open ended to atmosphere we achieving a 5 bar pressure drop we can achieve the following flow.
flow = kv (253) x √(pressure drop now 5 bar) / (density of water = 1)
flow = 253 x √(5/1)
flow in litres a minute = 253 x √5
flow in litres a minute = 253 x 2.236
flow in litres a minute = 565.725 which is significantly higher than with a 1 bar pressure drop.
The reverse is also true, with a reduced pressure drop you will achieve a reduced flow and also if you have a thicker liquid you will achieve a reduced flow. Media viscosity is a key factor for flow calculations for all control valves and it is good engineering practice to know as much about the media you want to control as you can.
Angle seat piston valves are available in Bronze or stainless steel, generally stainless steel is the preferred choice as bronze price increases how offer little price advantages and stainless steel is a harder, strong more chemically resistant option.
Sealing - angle seat piston valves generally come with PTFE seals however some manufacturers offer FKM as an elastomer seal option offering quite good chemical resistance with better sealing properties due to its elastomer flexibility. However advances in PTFE manufacturing techniques and supplies of virgin PTFE sealing materials have meant that even a relatively hard sealing compound like PTFE (Polytetrafluoroethylene trade mark held by Dupont Teflon®, can now offer excellent sealing properties.

Ref |
Item Description |
3.5 |
Visual Position Glass |
3.4 |
Actuator housing |
4.1 |
Fail Safe Position Spring |
4.2 |
Piston |
4.3 |
O Ring |
2.5 |
Stem |
4.4 |
actuator base |
2.6 |
V stem seal |
4.5 |
O Ring |
4.6 |
Base retaining Clip |
2.7 |
Stem guide |
3.3 |
Screw connector |
3.2 |
Body Seal Ring |
3.1 |
Valve Body |
2.04 |
Disc |
2.03 |
Disc Seal |
2.02 |
Orifice Sealing Plate |
2.01 |
Disc Retaining Bolt |
Pneumatic angle seat piston valve heads or actuators provide the mechanical movement for the main valve body and are available in a range of sizes and materials to suit individual application requirements. Many pneumatic actuators are manufactured from polycarbonate (plastic) which is light weight, cheap, chemical and corrosion resistant although some do have exposed brass parts that have limited resistance but generally polycarbonate does perform quite well for most general purpose applications however plastic will have structural and temperature limitations that a stainless steel actuator would not suffer.
Internally the actuator head consists of basically a piston, seals and housing connected by a stem, see picture on left and list of component parts on the right.
Valve actuators are available in a range of sizes typically from 40mm, 50mm, 63mm, 80mm, 100mm and 125mm and the general rule of thumb is the bigger the actuator the higher the applied mechanical force generated from the available controlling compressed air supply. So, generally the smaller angle seat piston valves are fitted with small 40.0mm actuators as these can over come the small 4.1 fail safe position spring (see picture) force and media pressures with a standard 5 to8 bar air supply, whereas larger 2" angle seat piston valves or 3" threaded valves will require a must more powerful 100.0mm or 125.0mm actuator head. Actuators work on simple principles of surface area to generated force. with a compressed air supply of 5 bar for example, being about 73.5 psi (pounds per square inch) we can calculate that a 40mm (1.5 inch) actuator could see a force Area = π x r² or 22/7 x 0.75² = 1.76 x 73.5 pounds per square inch = 129 Lbs (58.8 Kg) force, where as 2" angle seat valve with an 80.0mm actuator would see a force nearer 7.79 x 73.5 pounds per square inch = 573 pounds (260 Kg) force.
Now angle seat piston valves are designed to handle flow in 2 directions, but depending on which direction will influence the pressure rating. Flow up and under the valve seat (helping the valve to open) will reduce water hammer effect but reduce the maximum working pressure of 16 bar by typically 50% down to 8 bar, however fitting a strong return spring will help increase the working pressure but a larger actuator will be required to over come this increased spring strength. Therefore manufacturers have standardised typical actuator sizes me meet the majority of angle seat valve applications so users do not have to work out actuator sizing however it is always available as an option for special higher pressure applications or applications where the compressed air supply is low.
With flow over seat (helping the angle seat valve to close) a full working pressure of typically 16 bar is achieved and water hammer can be reduced by restricting the compressed air supply flow.
Angle seat piston or globe valve actuators are typically fitted with NBR (Buna Rubber) seals which is great for clean compressed air media but do have temperature limitations to about 80°C, however some more prudent manufacturers of angle valves install FKM seals that can cope with temperatures exceeding 180°C, making them ideal for hot steam, hot water, hot oil for moulding machines and hot air for autoclaves with very limited additional expense.
The ASPV series angle seat piston valve incorporates a 316 stainless steel construction, with PTFE packing seals, self aligning stem, FKM actuator seals and can cope with pressures up to 16 bar, temperature to 200ºC as standard.
Having an all AISI316 Stainless steel body and internal parts and fitting PTFE seals as standard means a stainless steel angle seat piston valve will cope well with most media applications from General purpose through to aggressive and corrosive or even high temperature media or environments and steam up to +200°C.
Typical working pressures are from vacuum to 16 Bar
Anti water hammer design is typically by reverse flow, i.e. flow from under the piston seat rather than over the seat slowing the closing time but does reduce the maximum working pressure as the pressure is trying to lift the piston rather than trying to force it closed.
Bi-directional flow control (i.e. can handle flow in both directions)
Low maintenance as there is little that can go wrong, actuation is by compressed air and there are no small pilot circuits to block .
Some angle seat piston valves come with a polycarbonate or plastic actuator head, which is the part on top of the valve that houses the actuator or pneumatic controlling piston actuator. There is typically a small cost advantage and weight advantage in having a plastic head rather than a metal or stainless steel pneumatic actuator, but in most applications where angle seat piston valves are being used the environment is typically either aggressive, hot, contaminated or exposed so having a very robust stainless steel actuator head ensures a long maintenance trouble free life and is resistant to most heavy booted engineers and on-site maintenance visitors. Typically available in a vast range of sizes from 3/8", 1/2", 3/4", 1", 11/4", 11/2", 2", 2/12" and 3" BSP, NPT or Flanged from sizes from DN10 through to DN100.
Angle seat piston valves require a controlling 5 to 8 bar compressed air supply and an external 3/2 way miniature control solenoid valve that is used to control the compressed air supply to the valve actuator. However the miniature 3/2 way control solenoid valve can be located remotely with a single air line to the angle seat piston valve. Angle seat piston valves can be quite large in comparison to a solenoid valve as the valve has a pneumatic actuator head fitted to the body.
Pneumatic angle seat piston valves are typically controlled by clean filtered compressed air however depending on the materials of construction of the actuator head other inert gases or even liquids can be used as the actuating media. Taking a typical application with a supply compressed air at 5 to 8 bar you will need to control this air using a 3/2 way 3 port 2 position solenoid valve. For a normally closed angle seat piston valve, the actuator will be spring closed without compressed air supply. When the 3/2 way normally closed solenoid valve is energised (powered open) it allows compressed air to the actuator and the compressed air forces the piston upward opening the angle seat piston valve allowing flow of the media through the valve. However to allow the angle seat valve to close the compressed air needs within the actuator head must to be released typically to atmosphere which is why a 3/2 way solenoid valve is used. This allows the upstream air to vent or exhaust through the third port whilst the inlet port (air supply) is closed when the solenoid valve is de-energised.
The majority of angle seat piston valve construction generally remains basically the same across most manufacturers, air actuator pneumatic head with visual position indicator, angled valve body, internal piston assembly linkage to actuator.
Detailed below are the common parts used in the construction of these angle seat valves. Some angle seat piston valves are supplied with a Namur mount interface for the control solenoid valve direct mount otherwise it will be either a 1/8" or 1/4" threaded port for remote mounting, however in most cases the actuator head will have either a single pilot hole for normally closed or normally open actuators or two pilot holes for double acting actuators that do not have an internal return spring.

An open proximity switch basically allows completion of an electrical circuit when the valve is in the open position allowing for signal confirmation at a remote control station. The proximity switch works on the proximity of the internal metal actuator as is not mechanically contacted by the actuator, so usually the actuator enclosure needs to be non metallic i.e. Polycarbonate to allow for switch accuracy.

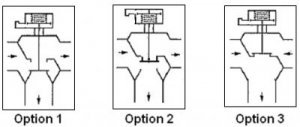
Unlike 2 way valves with single inlet and outlet, the 3 way valve has 3 diverting or mixing options as below
Inlet Left Hand Side to RHS or divert downward
Inlet Left Hand Side to downward or divert Right Hand Side
Inlet Left Hand Side to downward or mix from Right Hand Side
The schematic on the right shows the typical options available.

Angle seat piston valves are normally supplied with BSP or NPT female threads, however there are options for PN16 or even ANSI150Lb and JIS, PN10 or just about any flange type. Typically these are either welded on 1 piece screwed flanges inserted into standard threaded angle seat piston valve and other custom options such as tri-clamp and butt or weld end are also available.
Easy maintenance and installation no need to unscrew lots of pipework down or upstream, flanges will slide into place between pipework system flanges and flange spacers can be used to take up slack or expanding bellows if required. Leaks can be further sealed by tightening the falnge bolts without the need to rotate the whole valve body onto any thread or flange gaskets can easily be replaced and resealed.
Angle seat piston valves typically need more space and can cost more than general purpose solenoid valves and are usually on an extended delivery time with some suppliers. Here though they are typically all in stock up to 3" BSP female thread.
Other Names associated with Angle Seat Piston valves are, Pneumatic Angle Seat Valves, Air operated piston valves, Y Pattern Globe Valves, Pneumatic Globe Valves, Seat Valves, Air Angle Seat Valves, Pneumatic Slide Valves, Dump Valves and Air Globe Valves.
Typical applications where angle seat piston valves are used consists of but is not limited to:
Air drying equipment
Autoclave equipment
Autoclave food sterilisation
Automated cleaning machines
Beer making and brewery equipment
Braking system testing
Bottling and beverage dispensing
Chemical dosing equipment
Chemical processing
High pressure casting
Ink dispensing
Kerosene filling systems
Laundry equipment
Metal cleaning machines
Paint dispensing
Pollution control equipment
Process control systems
Steam boiler dump valves
Steam control equipment
Sterlizers
Textile drying and dyeing
Vacuum mixing
Wax powder manufacturing
A catalouge of articles covering all aspects of solenoid valves
Enter your preferred name & e-mail to subscribe